



不要错过这部精心制作的广硕紫铜止水厂家长期供应产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:广硕紫铜止水厂家长期供应的图文介绍

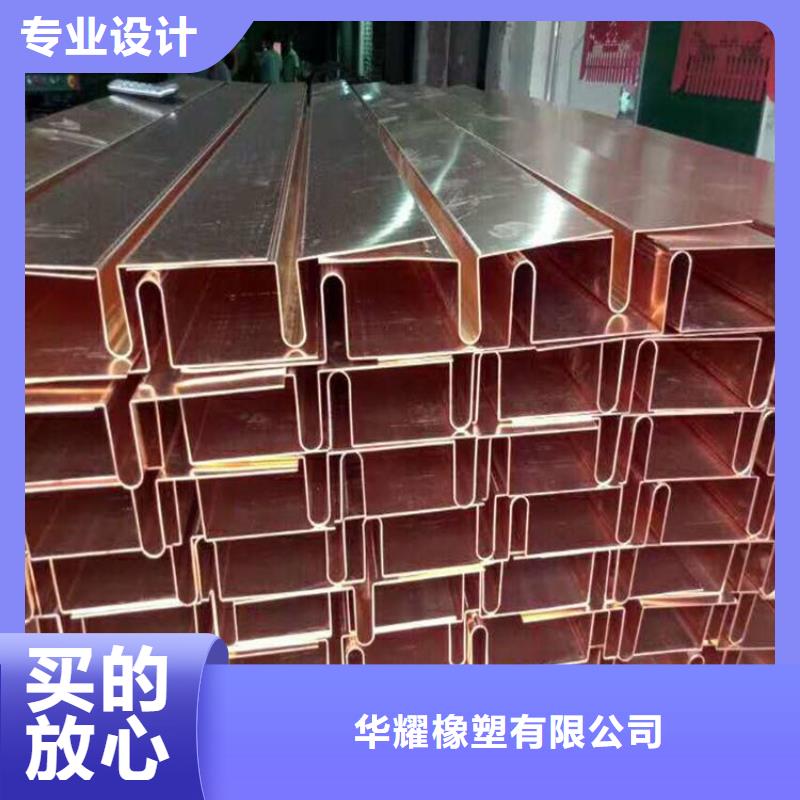
包塑紫铜管是一种质轻的管道,这种管道在输送介质时,会更加的方便。包塑紫铜管的使用,具有便于的特点。包塑紫铜管可以根据人们的需求进行弯曲,它是一种可塑性较强的产品,不会因为弯曲而出现损伤。包塑紫铜管的连接是十分方便的,它的使用很难会出现渗漏以及腐蚀的问题,它的使用不会危及到的,因为它不会产生不利于的有害气体。
在生产中使用紫铜的优势是,紫铜价格是经济的,在安装紫铜管的过程总可以节省很多材料,紫铜管又是非常容易加工制作。紫铜管是质量是轻的,跟其他相同内直径的黑色金属螺纹管比较,紫铜管不需要具有黑色金属那么厚的厚度,安装紫铜管的运输费用更低,而且起它一非常的容易。
紫铜还具有可以随意改变形状的特性,因此紫铜管可以弯曲或变形、还容易连接。由于紫铜的具有可以随意变形的特性,所以还将紫铜管制作成了紫铜管件。紫铜还具有耐腐蚀,环保的特点。据说考古科学家们在埃及金字塔内发现了距今为止有几千年历史的紫铜水管,铜水流出来的水还能继续使用。
在生产中使用紫铜的优势是,紫铜价格是经济的,在安装紫铜管的过程总可以节省很多材料,紫铜管又是非常容易加工制作。紫铜管是质量是轻的,跟其他相同内直径的黑色金属螺纹管比较,紫铜管不需要具有黑色金属那么厚的厚度,安装紫铜管的运输费用更低,而且起它一非常的容易。
紫铜还具有可以随意改变形状的特性,因此紫铜管可以弯曲或变形、还容易连接。由于紫铜的具有可以随意变形的特性,所以还将紫铜管制作成了紫铜管件。紫铜还具有耐腐蚀,环保的特点。据说考古科学家们在埃及金字塔内发现了距今为止有几千年历史的紫铜水管,铜水流出来的水还能继续使用。


为了满足这一要求钎料的要求是要有合适的熔化温度,钎料要能在物理性质上和化学作用能与母用材料形成牢固无缝隙的结合,在选择钎料的时候不要使用稀有的金属,因为稀有金属的化学性质非常的,不利用钎焊。也不要使用贵重金属,因为价格高不经济。
镀铜扁钢跟其他的水平接地导体相比,有着的优势:价格便宜。虽然镀铜扁钢的单价要比镀锌钢的单价高,但是它的电流传导能力和使用年限要比镀锌钢强。因为镀铜扁钢的电流传导能力要比镀锌钢高,在同一个接地项目中要达到同样的的能力和接地电阻,镀铜扁钢的使用量要比镀锌钢少。
综合比较在同一个接地项目镀铜扁钢造价与钢材接地系统造价相当。再从长期比较,使用镀铜扁钢接地系统的年限长达40年,而使用镀锌钢的接地系统长使用年限只有15年。使用镀锌钢的接地系统每隔几年就要开挖和改造。接地系统改造比新建一个接地更费钱和耗时。
镀铜扁钢跟其他的水平接地导体相比,有着的优势:价格便宜。虽然镀铜扁钢的单价要比镀锌钢的单价高,但是它的电流传导能力和使用年限要比镀锌钢强。因为镀铜扁钢的电流传导能力要比镀锌钢高,在同一个接地项目中要达到同样的的能力和接地电阻,镀铜扁钢的使用量要比镀锌钢少。
综合比较在同一个接地项目镀铜扁钢造价与钢材接地系统造价相当。再从长期比较,使用镀铜扁钢接地系统的年限长达40年,而使用镀锌钢的接地系统长使用年限只有15年。使用镀锌钢的接地系统每隔几年就要开挖和改造。接地系统改造比新建一个接地更费钱和耗时。



广硕橡塑制品有限公司(建昌分公司)选用的 PVC橡塑止水带材质符合标准,企业严把质量关,做到不合格不出厂。经营理念:以市场为导向、以用户为中心、追求卓越。质量方针:专业创造价值,质量铸就品牌。公司宗旨:经济讲效益,管理讲制度,办事讲原则,工作讲效率。期待与您合作共赢。



热轧是紫铜片止水带生产中铸锭开坯的主要。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。


